OPERATIONS MANAGEMENT
CHECK POINT 78: JUST-IN-TIME METHODOLOGY
This Check Point Is Available By Subscription Only,
But You Can Still Check Out The Menu Below. |
|
| |
|
DO I NEED TO KNOW THIS CHECK POINT?
|
| |
OPERATIONS MANAGEMENT
CHECK POINT 78: JUST-IN-TIME METHODOLOGY
Please Select Any Topic In Check Point 78 Below And Click. |
|
| |
|
DO I NEED TO KNOW THIS CHECK POINT?
|
| |
WELCOME TO CHECK POINT 78 |
|
| |
HOW CAN YOU BENEFIT FROM CHECK POINT 78? |
| |
| The main purpose of this check point is to provide you and your management team with detailed information about Just-In-Time (JIT) Methodology and how to apply this information to maximize your company's performance. |
| |
| In this check point you will learn: |
| |
• What is just-in-time (JIT) methodology?
• About basic elements of JIT methodology.
• About prime objectives of JIT methodology.
• About value-added analysis.
• About expected result from JIT methodology implementation.
• About basic principles and management tasks related to JIT methodology.
• About JIT operations planning.
• About JIT plant layout and manufacturing guidelines.
• About JIT production synchronization and flow balancing.
• About basic guidelines for JIT operations control... and much more. |
| |
LEAN MANAGEMENT GUIDELINES FOR CHECK POINT 78 |
| |
| You and your management team should become familiar with the basic Lean Management principles, guidelines, and tools provided in this program and apply them appropriately to the content of this check point. |
| |
| You and your team should adhere to basic lean management guidelines on a continuous basis: |
| |
| • |
Treat your customers as the most important part of your business. |
| • |
Provide your customers with the best possible value of products and services. |
| • |
Meet your customers' requirements with a positive energy on a timely basis. |
| • |
Provide your customers with consistent and reliable after-sales service. |
| • |
Treat your customers, employees, suppliers, and business associates with genuine respect. |
| • |
Identify your company's operational weaknesses, non-value-added activities, and waste. |
| • |
Implement the process of continuous improvements on organization-wide basis. |
| • |
Eliminate or minimize your company's non-value-added activities and waste. |
| • |
Streamline your company's operational processes and maximize overall flow efficiency. |
| • |
Reduce your company's operational costs in all areas of business activities. |
| • |
Maximize the quality at the source of all operational processes and activities. |
| • |
Ensure regular evaluation of your employees' performance and required level of knowledge.
|
| • |
Implement fair compensation of your employees based on their overall performance.
|
| • |
Motivate your partners and employees to adhere to high ethical standards of behavior. |
| • |
Maximize safety for your customers, employees, suppliers, and business associates. |
| • |
Provide opportunities for a continuous professional growth of partners and employees. |
| • |
Pay attention to "how" positive results are achieved and constantly try to improve them. |
| • |
Cultivate long-term relationships with your customers, suppliers, employees, and business associates. |
|
|
|
1. WHAT IS JUST-IN-TIME METHODOLOGY? |
 |
|
JUST-IN-TIME METHODOLOGY |
Business owners and operations managers must become fully familiar with Just-In Time management principles and procedures designed to ensure successful company performance in a highly competitive business environment.
Just-In-Time represents a methodology for eliminating or minimizing waste throughout all stages in any operational value stream within an organization.
Just-In-Time Methodology is another critical building block for transforming any traditional business organization into a Lean Organization. This methodology is applicable to small, medium-sized, and large manufacturing, service, merchandising, contracting and project management companies providing products and services to customers. You may also find just-in-time methodology useful in improving your company's operational performance and profitability.
The main purpose of JIT methodology is "to produce only what is needed, when it is needed, and in the amount needed!". JIT methodology was envisioned by Kiichiro Toyoda, the president of Toyota Corporation between 1941 and 1950 and developed by Taiichi Ohno in 1950's. JIT methodology is an integral part of the Toyota Production System (TPS). |
THE TOYOTA PRODUCTION SYSTEM |
|
Just-In-Time represents one of the main building blocks of The Toyota Production System (TPS) which was developed by Toyota Motor Corporation in Japan about seventy years ago.
The Toyota Production System provided the foundation of Lean Manufacturing, which gradually evolved into Lean Management during the last seven decades and became applicable to a broad range of small, medium-sized, and large organizations. Today, lean management principles, values, methods, and guidelines are equally important to manufacturing and non-manufacturing companies alike.
The Toyota Production System is based on several well-known Japanese management methodologies, including Kaizen, Just-In-Time, Jidoka (Autonomation), and Total Productive Maintenance (TPM) presented below.
Note:
The term "Just-In Time" is replaced by the term "Lean" in some sources. |
MAIN PILLARS OF THE TOYOTA PRODUCTION SYSTEM |
|
| |
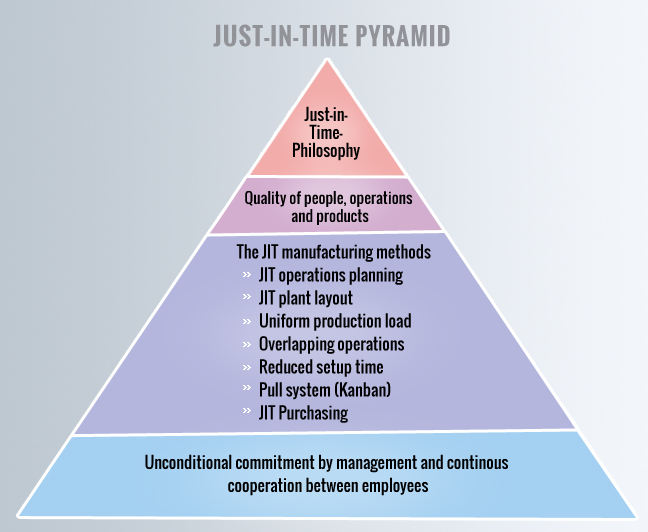
ELEMENTS OF JUST-IN-TIME METHODOLOGY |
| 1. |
JIT Philosophy.
This philosophy of economy and total elimination of waste represents the foundation, or the umbrella, of JIT methodology. |
| 2. |
Quality Of People, Operations, And Products.
The concept of total quality is a major and integral element of JIT methodology. |
| 3. |
JIT Manufacturing Methods.
These methods include uniform production or operations load, overlapping operations, reduced machine set-up time, production pull system, JIT plan layout, and JIT purchasing. |
| 4. |
Employee Participation And Teamwork.
This concept is based on complete cooperation between managers and employees, and total commitment to the organization. |
|
LEAN MANAGEMENT |
The basic objective of Lean Management is to maximize the overall performance and profitability of an organization by providing maximum value to customers based on best possible product and service quality, reliability, price, warranty, and after-sales service while minimizing waste and costs.
The main focus of lean management is to satisfy customers' needs, to identify value-added and non-value-added activities, to eliminate waste, to develop a continuous and uniform workflow, to reduce operational costs, to improve quality of products and services, to develop more efficient delivery of products and services to customers in a timely manner, and to provide respect to employees.
As a result of implementing Lean Operational Guidelines, the company's management can expect a continuous improvement in operational performance and increased profitability in a highly competitive market environment. For this reason you and your management team should study lean management principles, methods and guidelines and implement them in your organization.
Lean Management is discussed in detail in Tutorial 1. |
ADDITIONAL INFORMATION ONLINE |
|
|
|
2. JIT PYRAMID |
|
|
IMPORTANCE OF JIT METHODOLOGY |
Just-In-Time Methodology represents an integral part of Lean Organization and it can be visualized as a pyramid as illustrated below.
At the top of JIT Pyramid is JIT Philosophy. This philosophy applies to the quality of five key elements in any manufacturing process, as illustrated below.
The underlying foundation of JIT Philosophy is unconditional commitment by management to the implementation of JIT Methodology within the organization and continuous cooperation between managers and employees.
|
KEY ELEMENTS OF JIT METHODOLOGY |
|
| |
JUST-IN-TIME PYRAMID |
|
| |
ADDITIONAL INFORMATION ONLINE |
|
|
|
3. PRIME OBJECTIVES OF JIT METHODOLOGY |
|
|
MAIN OBJECTIVES OF JUST-IN-TIME METHODOLOGY |
1. |
Identifying all value-added and non-value-added operational processes and activities. |
2. |
Identifying and eliminating waste from all operational processes and activities. |
3. |
Developing a minimum number of highly reliable and qualified suppliers. |
4. |
Ensuring a minimum number of highly trained employees. |
5. |
Ensuring minimum required plant, equipment, and space. |
6. |
Maintaining minimum levels of inventory. |
7. |
Ensuring minimum plant and equipment set-up and operational times. |
8. |
Maintaining the highest level of quality control at the source of operational processes. |
9. |
Ensuring minimum scrap and rework during operational processes. |
|
Since Waste Elimination represents the prime objective of JIT methodology, it is essential that you and your management team have good understanding about different types of waste as outlined below. |
WHAT IS WASTE?
One of the most important objectives of JIT Methodology is to minimize or eliminate waste throughout all stages of the operational process. This applies to any manufacturing or non-manufacturing type of organization.
Toyota defines Waste as: "Anything other than the minimum amount of equipment, materials, parts, and working time absolutely essential to production."
Everything in excess of such a minimum is considered by JIT methodology as additional and unnecessary expense. According to JIT methodology, it is essential to achieve a situation in which the manufacturing process will utilize minimal resources as outlined below. |
| |
THREE TYPES OF WASTE |
 |
|
|
Muda |
Mura |
Muri |
Muda means "waste" in Japanese.
Muda is any non-value added operational activity that consumes resources without creating real value for a customer. There are two types of muda:
• Type 1 Muda includes any type of "non-value-added activities", which are necessary in supporting value-added activities and should be improved, but not eliminated. This relates to essential administration, human resources, financial, operations, marketing, and sales management activities.
• Type 2 Muda includes any type of "non-value-added activities", which are not essential and should be identified and eliminated as soon as possible. |
Mura means "unevenness" in Japanese.
Mura is any irregular or unplanned non-value-added operational activity, which should be identified, eliminated or minimized as soon as possible.
Examples of mura include product testing and inspection, redoing defected products and services, repairing returned products, incurring labor, plant and material costs for reworking previous defects, plant breakdown costs and other unscheduled working activities, unnecessary waiting for any reason within the organization or in the operational facility, conducting unproductive management meetings or unproductive meetings with employees, suppliers and customers. |
Muri means "overdoing" in Japanese.
Muri is any non-value added operational activity which causes unnecessary or unreasonable overloading of people, plant and systems within an organization and should be identified, eliminated or minimized as soon as possible.
Examples of muri include issuing wrong instructions in the workplace which will cause unnecessary waste of human, material, and financial resources, poorly designed working processes, tasks, and activities which may cause product or service defects, require additional repair work, incur unnecessary costs, and produce harmful results for customers and employees.
|
| |
|
|
|
|
|
4. NINE BASIC FORMS OF WASTE |
|
|
NINE BASIC FORMS OF WASTE |
| 1. |
Transportation.
In a manufacturing company, transportation waste is the unnecessary movement of raw materials, work-in-process and finished goods from the supplier to the company, between various departments within the company and between the company and the customers. In a service and contracting company, transportation waste is the unnecessary movement of people and documentation between the supplier and the company, between various departments within the company and between the company and the customer. Main reasons for excessive transportation include poor supply chain design in the supplier-company-customer process, poor plant layout within the facility, and poor planning and communication within the company. |
| 2. |
Inventory.
Inventory waste represents a particularly serious problem in a manufacturing company. Main reasons for excessive inventory include poor understanding of customers' needs and subsequent mismatch between customers' demand and the company's ability to supply products, excessive levels of inventory quantities, including raw materials, work-in-process, and finished goods, and ineffective inventory control. In service and contracting companies, the inventory waste is usually less problematic, but must always remain under tight control. |
| 3. |
Motion.
Motion waste is a direct result of excessive movement of people between the company and its suppliers and customers, and between various departments within the company. Motion waste also includes unnecessary delays and waiting for raw materials, work-in-process and finished goods, tools and equipment. Main reasons for excessive motion are poor planning of operational activities, unsuitable plant layout, and weak coordination of activities with suppliers and customers. |
| 4. |
Waiting.
Waiting and delays represent total waste. Main reasons for waiting and delays include poor planning of operational activities within the company, poor communication between the company and its suppliers and customers, poor communication between personnel within the company, shortage of raw materials, work-in-process, finished goods, tools, and equipment within the company, late deliveries from suppliers, and imbalance of operational activities within the company. |
| 5. |
Overproduction.
Overproduction means producing more than required. This type of waste represents a particularly serious problem in manufacturing companies and it is less of a problem in service or contracting companies. Main reasons for overproduction include poor understanding of customers' needs and subsequent mismatch between customers' demand and the company's excessive production output, excessive level of plant capacity utilization, and inappropriate use of employees within the operational facility. |
| 6. |
Overprocessing.
Overprocessing means adding too much value to the finished product or service, or adding excessive value which can't be used and will not be appreciated and paid by customers. Main reasons for overprocessing include poor understanding of customers' needs and expectations, and subsequent mismatch between customers' needs and the company's ability to meet those needs without exceeding product or service cost parameters. |
| 7. |
Defects.
Defects are errors in products and services which are rejected by customers. All defects represent waste of materials, labor, plant, and operational facilities. Every time when defects occur, the cost of each defect must be tripled. The first cost of a particular defect is the wasted initial cost of materials, labor, plant, and operational facilities. The second cost of a particular defect is the cost of materials, labor, plant, and operational facilities required to re-do the specific product or service. The third cost of a particular defect is the wasted cost of another product or service which could have been completed if the initial defect wouldn't have happened in the first place. |
| 8. |
Underutilization Of Employees.
Underutilization of employees means not using all available skills, talents, abilities, ideas, and energy of current personnel within the organization. This type of waste usually exists in organizations where business owners and managers are not able or willing to recognize that employees may possess untapped skills and desire to use these skills if given a chance. Underutilization of employees also represents a major de-motivation factor which can cause further decline in the company's productivity and profitability. |
| 9. |
Overspending.
Overspending means spending more material, financial, and human resources than is necessary to achieve specific operational objectives. Overspending represents a total waste because excessive use of the company's resources ultimately translates into increased operating expenses, reduced profitability and lower return on investment. Main reasons for overspending include poor management, planning and controlling skills, and abilities of the company's management team. |
|
| |
ADDITIONAL INFORMATION ONLINE |
|
|
|
5. VALUE-ADDED ANALYSIS |
|
|
WHAT IS VALUE-ADDED ANALYSIS? |
One of the most important managerial tasks prior to implementation of JIT Methodology is to complete Value-Added Analysis.
Value-added analysis is applicable to all manufacturing and non-manufacturing organizations alike. This analysis will help to establish what JIT methodology can do for a company. The prime purpose of value-added analysis is to identify areas of inefficiency related to the existing manufacturing or non-manufacturing procedures within your organization.
Value-added analysis is usually carried out by selecting a set of existing Operational Activities and recording in detail every single activity that takes place. When the description of all activities is completed, it is necessary to establish which activities actually add value to the finished product or service. All those activities which do not add value should be carefully examined, reduced, and, if possible, eliminated. |
TWO TYPES OF ACTIVITIES IN VALUE-ADDED ANALYSIS |
|
A typical example of value-added analysis is illustrated below. |
VALUE ADDED ANALYSIS |
Activity
No. |
Operation No. |
Operation
Description |
Adds Value
(Yes/No) |
1 |
1 |
Cut material into blanks |
Yes |
2 |
|
Check size |
No |
3 |
|
Move to the next station |
No |
4 |
|
Wait for next operation |
No |
5 |
2 |
Bend blanks into shape |
Yes |
6 |
|
Inspect |
No |
7 |
|
Move to the next station |
No |
8 |
|
Wait for tools |
No |
9 |
|
Set the machine |
No |
10 |
3 |
Drill and tap |
Yes |
11 |
|
Inspect |
No |
12 |
|
Move to the assembly |
No |
13 |
|
Wait for other components |
No |
14 |
4 |
Assembly of all components |
Yes |
15 |
|
Inspect |
No |
|
The above example illustrates that out of 15 operations related to a particular product only 4 operations actually add value. This represents only 26% of the total number of operations, which indicates that a certain amount of waste is taking place. It is necessary at this stage to evaluate the time and cost element of all Non-Value-Added Operations in order to quantify the potential waste.
Once the Potential Waste is identified and quantified, it is essential to develop a plan for reducing or, if possible, for eliminating certain operations, thereby minimizing the total cost of the finished product and increasing productivity.
Value-Added Analysis is discussed in details in Tutorial 1. |
ADDITIONAL INFORMATION ONLINE |
|
|
|
6. EXPECTED RESULTS FROM JIT METHODOLOGY IMPLEMENTATION |
|
|
JIT METHODOLOGY IMPLEMENTATION |
If you and your management team decide to consider Just-In-Time Methodology, you may expect to accomplish a number of important results outlined below. |
EXPECTED RESULTS FROM JIT METHODOLOGY IMPLEMENTATION |
1. |
Reduction of non-productive and non-value added activities. |
2. |
Reduction in machines set-up time. |
3. |
Increased overall productivity in the operations department. |
4. |
Cost reduction per unit of product. |
5. |
Reduction in inventory levels. |
6. |
Reduction in capital tied-up in inventories. |
|
| |
ADDITIONAL BENEFITS FROM JIT METHODOLOGY IMPLEMENTATION |
Reduction of Non-Productive Activities associated with manufacturing operations and improved overall productivity subsequently adds real value to the final product.
This process ultimately results in Elimination Of Waste and its proper implementation may yield positive results for your company's "bottom-line". Such results may include a number of advantages, as illustrated below. |
POSSIBLE RESULTS OF MINIMIZING NON-PRODUCTIVE ACTIVITIES |
Description
Of Benefit |
Range
Of Improvement (%) |
Lead-time reduction
|
60-80 |
Cycle-time reduction |
10-30 |
Set-up time reduction |
60-80 |
Savings in materials purchases |
10-30 |
Savings in inventory usage: |
|
• Raw materials |
20-40 |
• Work-in-process |
30-55 |
• Finished goods |
20-45 |
Productivity improvements: |
|
• Direct labor |
10-35 |
• Administration personnel |
15-30 |
Improved quality savings |
10-40 |
Storage space reduction |
20-40 |
Facility space reduction |
10-30 |
|
Just-In-Time Implementation is discussed in detail in Tutorial 1. |
|
|
7. BASIC PRINCIPLES AND TASKS OF JIT METHODOLOGY |
|
|
BASIC PRINCIPLES AND TASKS OF JIT METHODOLOGY |
Just-In-Time Methodology is based on principles largely associated with assembly line processes. In fact, JIT philosophy suggests that Assembly Line Principles should be applied to all manufacturing and related operations in JIT manufacturing environment.
Basic management tasks related to Just-In-Time Methodology include a broad range of activities which correspond to Lean Operational Guidelines outlined below. |
AREAS OF APPLICATION OF JUST-IN-TIME METHODOLOGY |
1. |
Purchasing raw materials. |
2. |
Production and assembly operation. |
3. |
Quality control. |
4. |
Storage and distribution of raw materials, work-in-process, and finished products. |
5. |
Plant maintenance. |
6. |
Administrative flow of work in the office. |
|
| |
BASIC MANAGEMENT TASKS RELATED TO JIT METHODOLOGY |
1. |
To maximize product standardization during product design. |
2. |
To develop JIT plant layout by creating flexible manufacturing cells. |
3. |
To develop a balanced and synchronized production flow. |
4. |
To reduce machine set-up times. |
5. |
To reduce process cycle times. |
6. |
To maintain minimum levels of inventories. |
7. |
To develop pull-through operations planning and scheduling systems. |
8. |
To provide cross-functional training of workers and develop multi-skilled employees. |
9. |
To ensure effective preventive maintenance of plant and machinery. |
10. |
To ensure zero defect policy for raw materials, work-in-process, and finished products. |
11. |
To create a feedback mechanism for operations control and monitoring purposes. |
12. |
To encourage continuous improvement of all related elements in the work place. |
13. |
To implement effective JIT purchasing procedures. |
|
| |
ADDITIONAL INFORMATION ONLINE |
|
|
|
8. JIT OPERATIONS PLANNING |
|
|
JIT OPERATIONS PLANNING |
A successful JIT Manufacturing effort in a lean organization usually depends upon a company's ability to standardize product design, and ability of its design department to reduce the number of components and simplify the nature of operations.
Once the design of each product or operation is fully optimized in terms of manufacturing requirements, JIT Methodology has a better chance of providing a positive contribution to the company's overall success.
A JIT Manufacturing Process or Lean Manufacturing Process, is generally planned in accordance with the customers' requirements, who in essence, "pull" the operational process in a reverse sequence from the finished products' assembly line to the first manufacturing operation.
For example, if a customer needs 100 units of product A per day, the planning process should consider all operations in reverse sequence and determine an optimal Cycle Time for the entire operational process. In accordance with JIT Methodology, cycle time measures the rate of requirement for products as dictated by a customer and not by the manufacturing ability of the production facility.
Hence, effective Operations Planning in JIT Manufacturing Environment, also known as Lean Manufacturing Environment can be achieved only if the company is fully prepared for such a task as outlined below. |
REQUIREMENTS FOR EFFECTIVE OPERATIONS PLANNING
IN JIT MANUFACTURING ENVIRONMENT |
1. |
Complete reorganization of the existing plant layout within the manufacturing facility in order to accommodate the specific nature of company's products, customers' requirements and frequency of those requirements. |
2. |
Special arrangements with the company's suppliers who will be prepared to provide dedicated service of supply of required raw materials and components at a short notice in minimum required quantities and at the right time. |
3. |
Special arrangements with selected customers who may be prepared to place their orders on a pre-planned basis, thereby helping in the company's planning efforts. |
4. |
Complete revision of the existing plant preventive maintenance procedures to ensure that all plant and machinery is in an excellent operational condition. |
|
|
|
9. JIT PLANT LAYOUT |
|
|
JIT PLANT LAYOUT |
Plant Layout represents a critical task in JIT Manufacturing Environment. Basic principles of JIT Plant Layout are different in comparison with three traditional types of plant layout principles. Traditional types of Plant Layout, outlined below, are discussed in details in Tutorial 4.
JIT Plant Layout is generally developed in accordance with specific JIT Manufacturing Guidelines outlined below. |
THREE TRADITIONAL TYPES OF PLANT LAYOUT |
|
| |
JIT MANUFACTURING GUIDELINES |
1. |
Smaller production quantities or production lots. |
2. |
Larger product variety. |
3. |
Shorter production runs. |
4. |
Self-sustained work stations, or work cells. |
5. |
L-shaped and U-shaped configurations of work stations. |
6. |
Multi-machine arrangement in each work stations. |
7. |
Flexible machine requirements and capabilities. |
8. |
Multi-skilled operators able to serve a number of machines in each work station. |
9. |
Smaller, if any, buffer stock of work-in-process requirements. |
10. |
Dedicated tooling and equipment in each work station. |
11. |
Maximum use of low cost automation of plant and machinery. |
12. |
Maximum use of material handling, conveying and lifting systems. |
13. |
Minimum distance of work-in-process between machines in each work station. |
14. |
Instant quality control of work-in-process in each work station. |
|
| |
ADDITIONAL INFORMATION ONLINE |
|
|
|
10. SMALL BUSINESS EXAMPLE
TRADITIONAL PLANT LAYOUT |
|
|
TRADITIONAL PLANT LAYOUT |
A typical example of Traditional Plant Layout and its comparison with JIT Plant Layout, based on a fastener manufacturing company, is presented below.
The company is manufacturing various types of screws, bolts, and special fasteners. Each product must undergo a number of manufacturing steps in order to turn raw materials into the finished product. A typical breakdown of operations, related to fastener manufacturing is presented below. |
FASTENER PRODUCTION: SEQUENCE OF MANUFACTURING OPERATIONS
• Operation 1: Cutting Operation On A Cutting Machine.
A wire coil of specific diameter and material (raw material) is fed into the cutting machine to pre-cut the blanks in accordance with a specified length of the fastener.
• Operation 2: Heading Operation On A Heading Machine (Marked H).
The pre-cut blank is fed into the heading machine to form a head in accordance with the specification.
• Operation 3: Slotting Operation On A Slotting Machine (Marked S).
The headed blank is fed into the slotting machine to produce a slot in accordance with the specifications.
• Operation 4: Threading Operation On A Threading Machine (Marked T).
The headed and slotted blank is fed into the threading machine to cut a thread in accordance with the specifications.
• Operation 5: Washing Operation In A Washing Plant.
The headed and slotted blank is fed into the washing plant to wash off various oils and chemicals from its surface.
• Operation 6: Pointing Operation On A Pointing Machine (Marked P).
The headed, slotted, threaded, and cleaned blank is fed into the pointing machine to complete the pointing operation in accordance with the specifications.
• Operation 7: Inspection Operation.
The completed blank undergoes an inspection process to ensure that it meets with the quality control requirements, based on selected sample inspection.
• Operation 8: Heat Treatment Operation (Optional).
The selected blank may undergo a heat treatment process, if required, in the heat treatment department, in accordance with the specifications.
• Operation 9: Plating Operation (Optional).
The selected blank may undergo an electroplating process, if required, in the plating department, in accordance with the specifications.
• Operation 10: Packing Operation.
The completed product must be packed in accordance with the specific packaging requirements.
• Operation 11: Product Storage And Shipping.
The completed product must be stored in the finished product storage and shipped in accordance with customer requirements. |
|
Note:
Arrows on both plant layouts indicate the direction of the Product Flow. |
PLANT LAYOUT OF A FACTORY
USING TRADITIONAL MANUFACTURING OPERATIONS |
 |
The above plant layout indicates the location of all relevant manufacturing, maintenance, storage, administrative and other related Production Facilities outlined below. |
PRODUCTION FACILITIES SPECIFIED BY PLANT LAYOUT |
1. |
Offices of operations planning and control. |
2. |
Offices of inventory management and control. |
3. |
Tool and die center. |
4. |
Offices of operations quality control. |
5. |
Repair and maintenance department. |
6. |
Raw material storage. |
7. |
Finished goods storage. |
|
Furthermore, this plant layout includes the detailed location of all Administration Facilities and support departments outlined below. |
ADMINISTRATION FACILITIES SPECIFIED BY PLANT LAYOUT |
1. |
Reception area. |
2. |
Executive offices. |
3. |
Human resources department. |
4. |
Sales and marketing department. |
5. |
Time and motion study department. |
6. |
Engineering design department. |
7. |
Computer center. |
|
|
|
11. SMALL BUSINESS EXAMPLE
JIT PLANT LAYOUT |
|
|
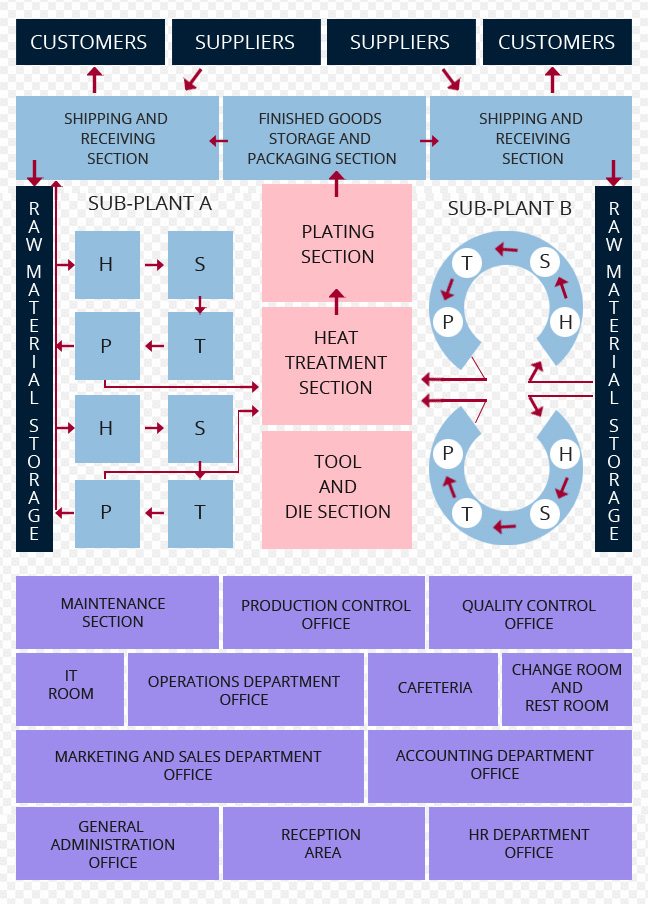
JIT PLANT LAYOUT |
JIT Plant Layout consists of two basic sub-plants:
Sub-Plant A and Sub-Plant B, as illustrated below. |
SUB-PLANT A |
Sub-Plant A consists of two individual JIT Work Cells.
Each cell consists of a series of machines (H, S, T, P) located in a very close proximity from each other.
The raw material is fed into the First Machine (H) and from there it is routed to the next machine to complete each operation in accordance with the specifications. Upon completion, the product is fed into the washing plant and from there it may go to heat treatment and plating, if required, or directly into the packaging section. Finally, the product goes into the finished goods store until it is shipped to customers.
Similarly to the Sub-Plant A, there are one or two multi-skilled operators who are responsible for all activities within their work cell.
JIT plant layout also includes the administrative and support departments, similar to those illustrated in the traditional plant layout. |
SUB-PLANT B |
Sub-Plant B consists of two Flexible Manufacturing Systems (FMS).
Each FMS Work Center represents a mini-assembly line with four individual work stations (H, S, T, P).
The raw material is fed to the First Station (H) and thereafter it proceeds to the next stations in a completely automated manner. The entire process is pre-planned and controlled by a computer. At the end, the finished product is fed into the heat treatment section, from there it proceeds to plating section and washing plant, and from there proceeds through the packaging section into the finished goods inventory stores. From there the finished product is shipped to customers.
One multi-skilled operator is allocated to each work station and he has several responsibilities outlined below. |
OPERATOR'S RESPONSIBILITIES IN SUB-PLANT B |
1. |
Making sure that each element of the work station functions as planned. |
2. |
Providing routine maintenance and minor repairs of each machine. |
3. |
Periodic checking of product quality. |
4. |
Communicating with the production management staff. |
|
| |
PLANT LAYOUT OF A FACTORY IN A JIT PRODUCTION ENVIRONMENT |
 |
|
|
12. JIT PRODUCTION SYNCHRONIZATION AND FLOW BALANCING |
|
|
IMPORTANCE OF SYNCHRONIZATION AND
BALANCING OF JIT PRODUCTION FLOW |
In order to implement an effective Just-In-Time Manufacturing Methodology within the operations department it is essential to synchronize and balance the entire production flow.
The process of Synchronization and Balancing of a production flow in a just-in-time, or lean, manufacturing environment entails a number of steps that are summarized below. |
JIT PRODUCTION SYNCHRONIZATION
AND BALANCING OF THE PRODUCTION FLOW
Step 1: Summarize All Customer Requirements.
Step 2: Prepare Production Plan By Planning The Last Operation First And Set The Cycle Time In Accordance With Customer Requirements.
Step 3: Summarize All Final Assembly Requirements.
Step 4: Summarize All Sub-Assembly Operations.
Step 5: Summarize All Manufacturing Operations.
Step 6: Summarize All Purchasing Requirements. |
|
| |
LEVEL LOADING OF MANUFACTURING OPERATIONS |
Just-In-Time Methodology suggests that all manufacturing operations should be geared to accommodate specific customer needs at short notice. Products should be manufactured to meet the demand rather than being produced for stock irrespective of the available operational capacity and human resources.
Furthermore, JIT Methodology prescribes level-loading and scheduling of all operations at a frequency dictated by customer requirements. As a result of Level-Leveling of manufacturing operations, the company may expect to receive certain advantages outlined below. |
ADVANTAGES OF LEVEL LOADING OF MANUFACTURING OPERATIONS |
1. |
Smooth production flow. |
2. |
Increased flexibility of operations. |
3. |
Reduced inventory requirements. |
4. |
Shorter lead times. |
5. |
Overall quality improvements. |
|
| |
REDUCTION OF MACHINE SET-UP TIME |
One of the key issues in Level-Loading Of Manufacturing Operations is reduction of machine set-up times.
The process of Set-Up Time Reduction, similar to the process of waste elimination, requires an in-depth examination of all activities associated with setting a particular machine, as outlined below.
Just-In-Time Methodology includes a number of steps which lead to an effective reduction of time during the Machine Set-Up Procedure. JIT philosophy also suggests that such time savings should be applied to level-loading of manufacturing operations, thus gearing production facilities toward immediate customer needs. |
EXAMINATION OF ACTIVITIES FOR MACHINE SET-UP TIME REDUCTION |
1. |
Preparing a machine for a manufacturing operation. |
2. |
Handling a work piece. |
3. |
Setting tools. |
4. |
Clamping a work piece in the machine. |
|
| |
ADDITIONAL INFORMATION ONLINE |
|
|
|
13. JIT OPERATIONS CONTROL |
|
|
THE DIFFERENCE BETWEEN JIT
AND TRADITIONAL OPERATIONS CONTROL |
The operations control in a Lean Manufacturing Environment, or JIT Operations Control, is very different to operations control in a traditional Western-type manufacturing company.
The traditional Operations Control is discussed in detail in Tutorial 4.
Traditionally, machinery and equipment are laid out in accordance with their functional designation within the operations department. This type of plant layout is called Process Layout and it is discussed in detail in Tutorial 4.
Many small and medium- sized companies that operate as Job Shops or manufacture products in Batches utilize process layout principles. Here a batch of products undergoes the first operation in one section, thereafter it is moved to another section for the second operation, and so on. This procedure entails a continuous scheduling of all manufacturing activities and usually does not provide much operational flexibility.
JIT operations control is based on highly Flexible Manufacturing Operations and Level-Loading Of Plant And Machinery in a lean manufacturing facility. |
BASIC GUIDELINES FOR JIT OPERATIONS CONTROL |
1. |
Just-in-time methodology prescribes that machinery and equipment should be laid out by product rather than by function. |
2. |
This type of plant layout is similar to Product Layout which has been discussed earlier. JIT plant layout entails arrangement of equipment where "Machine Cells" or "Work Cells" are created. |
3. |
The prime purpose of these cells is to provide a universal and highly flexible manufacturing facility where the product can undergo a number of different operations on a "Mini-Assembly Line" basis. This arrangement of machinery offers several advantages similar to those associated with the ordinary assembly line. |
|
| |
LINKING OF OPERATIONS IN LEAN PRODUCTION ENVIRONMENT |
One of the major differences between an ordinary manufacturing approach and lean management approach is the actual Method Of Linking Various Operations.
Traditionally, each step of a particular manufacturing process is identified during the process design stage and recorded in an appropriate Route Sheet. Thereafter the information contained in the route sheet is used as a prime source for scheduling and controlling of manufacturing activities. Ordinary manufacturing approach is frequently termed a "Push System" since all operations are pushed through the operations department in accordance with master production schedule requirements.
Just-In-Time Methodology, conversely, prescribes that all manufacturing operations should be linked into a uniform production process on a "Pull System" basis, where the customers’ specific orders generate the “pull”. |
THE SUPERMARKET PROCEDURE IN JIT OPERATIONS CONTROL |
1. |
The "Pull System" can be described by a chain of procedures which usually take place in an ordinary Supermarket. These procedures are initiated by customers who come to the supermarket, purchase certain goods by withdrawing them from shelves, and finally pay money to the cashier. |
2. |
At a regular interval, the supermarket employee is instructed to check which products have been withdrawn from shelves. |
3. |
All product withdrawals are recorded in a summary sheet which, in turn, serves as authorization to replace such products with new one. |
|
| |
WHAT IS KANBAN? |
The Japanese experts carefully studied the "Supermarket Procedure" and introduced it into the lean manufacturing environment. This procedure contains two prime types of signals called Kanbans*, which are used to "pull" all manufacturing operations.
A Kanban in Japanese means" Signboard", "Card", or "Chit".
In Just-In-Time production environment, a worker from the following process goes to collect parts from the previous process leaving a Kanban signifying a delivery of a given quantity of specific parts. When all parts have been used, the same Kanban is sent back, at which point it becomes an order for more parts.
Since it is a center part of Just-In-Time Production, a Kanban has become synonymous with the just-in-time production system, which was first introduced by Toyota with an objective to minimize inventories, waste, and subsequent costs.
The basic idea behind this system is that required parts should be received "just-in-time" for the manufacturing process.
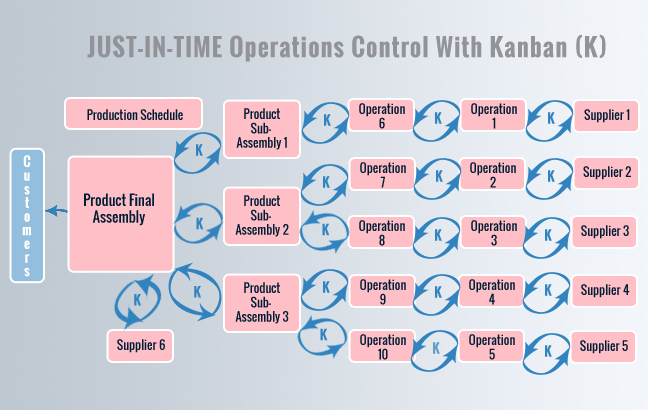
Thus, the supermarket procedure provides the basis for JIT Scheduling and JIT Operations Control of manufacturing activities and is described below. |
PRODUCTION SCHEDULING AND CONTROL BY KANBAN |
|
| |
HOW DOES JIT OPERATIONS CONTROL REALLY WORK? |
1. |
The "first signal" that initiates the production activities in the above example is issued by the assembly section:
Various products must be assembled in this section on a daily basis in order to meet customer demands. Hence, the assembly section may be viewed as an "internal customer" withdrawing the required components and sub-assemblies from various work centers within the operations department, or "supermarket." All components are placed in special containers ready for immediate consumption in accordance with specific production requirements. |
2. |
The second signal:
A special Kanban Card that specifies the description and quantity of a particular component is placed in each container. After withdrawal of components from the operations department, the Kanban card should be removed from the container and returned to the work center where the components' manufacturing operations can take place. This card serves as the second signal, or authorization, issued to the specific work center to produce another container-full of components in a given period of time. |
3. |
Result:
As a result of the "chain reaction," the entire manufacturing process can run on a series of Pull Signals, or Kanbans, as illustrated above. These signals become the "money" and are used throughout the manufacturing process from the final assembly through sub-assembly, fabrication, and purchasing activities. |
|
| |
ADDITIONAL INFORMATION ONLINE |
|
|
|
14. JIT PURCHASING |
|
|
JUST-IN-TIME PURCHASING |
Purchasing of raw materials and components plays a critical role in balancing and synchronization of a Just-In-Time manufacturing process.
The prime objective of Just-In-Time Purchasing, or JIT Purchasing, is to develop firm relations with suppliers and to ensure that minimal quantities of materials are delivered "just in time" for production. JIT Purchasing plays a crucial role in the JIT Supply Chain in a lean organization.
Prime characteristics of JIT Purchasing are outlined below. (35) |
KEY FACTORS IN JUST-IN-TIME PURCHASING |
1. |
Suppliers:
- • Smaller number of suppliers.
- • Close proximity of existing suppliers.
- • Repeat business with the existing suppliers.
- • Continuous analysis of the existing suppliers to ensure that their prices remain competitive.
- • Competitive bidding is mainly limited to new types of purchases.
- • Suppliers are encouraged to extend JIT purchasing to their suppliers.
|
2. |
Quantities:
- • Steady manufacturing output rates.
- • Frequent deliveries of materials in small lots.
- • Minimal amount of paperwork.
- • Delivery quantities may vary, but the total amounts are fixed during the contract term.
- • Allowance for small shortage or excess of materials deliveries.
- • Suppliers are encouraged to package materials in exact quantities.
- • Suppliers are encouraged to reduce their production lot sizes or store unreleased material.
|
3. |
Quality:
- • Minimal product specifications are imposed on suppliers.
- • Help suppliers to meet overall quality requirements.
- • Close liaison between buyers' and suppliers' quality assurance employees.
- • Suppliers are encouraged to use process control charts instead of lot sampling inspection.
|
4. |
Shipping:
- • Accurate scheduling of all deliveries.
- • Maintaining control by using company-owned or contract shipping, contract warehousing and trailers for freight consolidation and storage, where possible, instead of using common carriers.
- • Close liaison between buyers' and suppliers' quality assurance employees.
- • Suppliers are encouraged to use process control charts instead of lot sampling inspection.
|
|
|
|
15. ADVANTAGES OF JIT PURCHASING |
|
|
ADVANTAGES OF JIT PURCHASING |
The JIT Purchasing Procedure presents several benefits to the purchasing organization and suggests that suppliers should be viewed as Outside Partners who can contribute to the long-term welfare of the purchasing organization, rather than as outside adversaries.
The effectiveness of JIT purchasing strongly depends upon the Quality Of Materials being supplied. In fact, Just-In-Time Philosophy states that quality at the source is of a paramount importance in a successful waste elimination program.
Hence, it is essential to ensure that quality of all materials supplied to the company is always maintained on an acceptable level. Ideally, every supplier should guarantee the quality of his products, thus minimizing inspection requirements of incoming goods. |
ADDITIONAL INFORMATION ONLINE |
|
|
|
16. JIT QUALITY CONTROL |
|
|
JIT QUALITY CONTROL |
The element of Quality Control in JIT Manufacturing Environment plays a key role in the entire process of JIT methodology implementation.
The quality control procedures in JIT manufacturing environment are developed in accordance with the basic principles of Kaizen, which are discussed in detail in Tutorial 4. These principles, similar to Total Quality Management also discussed in detail in this Tutorial, prescribe a Zero Defect Policy and early identification of defected parts and components.
For this reason, operators in JIT manufacturing environment are cross-trained not only in terms of operating several machines at the same time, but also to maintain continuous and steady quality control of the manufactured products.
In order to maintain high quality of operations and products in JIT manufacturing environment, specific quality requirements are defined well in advance. All production quality control activities are generally maintained on a continuous basis to provide immediate feedback to management.
Just-In-Time Philosophy also suggests operating the production equipment at lower speeds so that the process can be stopped at any time when problems occur. |
ADDITIONAL INFORMATION ONLINE |
|
|
|
17. JIT PLANT MAINTENANCE |
|
|
JUST-IN-TIME PREVENTIVE MAINTENANCE |
Planned Maintenance of machinery and equipment also plays an important role in JIT manufacturing environment.
According to Edward J. Hay, Just-In-Time Preventive Maintenance, or JIT Plant Maintenance, is based on Total Productive Maintenance (TPM) and entails the following six elements illustrated below. |
ELEMENTS OF JUST-IN-TIME PREVENTIVE MAINTENANCE |
|
|
|
|
|
|
Operator Involvement |
Equipment Selection |
Corrective Maintenance |
Preventive Maintenance |
Breakdown Maintenance |
Record-
Keeping |
|
|
Machine Operators play an increasingly important role in total production maintenance in JIT manufacturing environment as outlined below. |
ROLE OF MACHINE OPERATORS IN JIT PLANT MAINTENANCE |
1. |
Operators are more aware regarding the early warning system related to the functionality of plant and machinery. |
2. |
Operators are expected to provide routine check-ups, oil lubrication, and cleaning of equipment. |
3. |
Operators are trained to carry out small maintenance tasks and complete simple machine breakdown repairs. |
4. |
Operators are continuously trained in the area of corrective maintenance, preventive maintenance, and breakdown maintenance. |
5. |
Operators become able to carry out not only routine and simple maintenance tasks, but also complicated repairs of plant and machinery. |
6. |
Operators are instrumental in minimizing machine down-time and saving money in the manufacturing process. |
7. |
Operators are often engaged in the new plant and equipment selection process. |
|
| |
IMPORTANCE OF RECORD-KEEPING IN JIT PLANT MAINTENANCE |
Record-Keeping Of Plant And Machinery Maintenance activities becoming an increasingly important part of operators' responsibilities.
Through their personal involvement, Operators learn to "respect" their machines and take a personal care, thereby increasing the useful period of plant and machinery, and contributing to the overall cost reduction within the operations department.
Total Productive Maintenance (TPM) is discussed in details in Tutorial 1. |
ADDITIONAL INFORMATION ONLINE |
|
|
|
18. IMPLEMENTATION OF JIT METHODOLOGY IN YOUR COMPANY |
|
|
IMPLEMENTATION OF JIT METHODOLOGY |
The crucial factor in the successful implementation of Just-In-Time Methodology is probably total commitment by the company's management toward JIT philosophy. Although this philosophy proved to be effective for larger manufacturing corporations, small and medium-sized organizations may also benefit from JIT Methodology.
Once you decide to transform your company into a Lean Organization, you and your management team must make full commitment to the implementation of basic Just-In-Time Guidelines within your organization. These guidelines are summarized below. |
BASIC JUST-IN-TIME GUIDELINES |
1. |
Complete Value-Added Analysis.
All operational activities in the company's current-state value stream should be identified, evaluated from the customers' perspective, and categorized as value-added activities and non-value-added activities, or waste (type-1 muda, type-2 muda, mura, and muri). |
2. |
Eliminate Or Minimize Waste Throughout The Entire Operational Process.
All non-value-added activities (type-1 muda) are important in maintaining current operational process and should be improved to ensure cost-effective performance in the future. All non-value-added activities (type-2 muda, mura, and muri) should be eliminated or minimized throughout the entire operational process as soon as possible. |
3. |
Balance And Synchronize All Operational Activities.
All value-added operational activities in the company's current-state value stream should be evaluated and improved, if possible, to create a more balanced value stream in the future and to synchronize the operational cycle time with the customer-driven takt time. Sometimes it may be necessary to replace current operational activities with more effective activities, or combine several operational activities into one activity. |
4. |
Develop And Implement An Operational Pull System.
The sequence and scheduling of all value-added operational activities in the company's value stream should be evaluated and planned from the customer perspective to create a pull-through operation driven by customer demand. |
5. |
Standardize Work And Reduce Work Variations.
Develop standardized work procedures and parameters for value-added operational activities in the company's value stream. Reduce work variation in the operational facility to maximize the value stream efficiency. Coordinate product and service range optimization with product and service developers, designers, and programmers. |
6. |
Develop And Implement A Continuous Operational Flow.
Plan and develop a continuous operational flow, maximize value-added activities and minimize non-value activities in the company's value stream. The improved value stream should be designed to maximize the value of products and services to customers. |
7. |
Develop And Implement Just-In-Time Plant Layout.
Plan and develop a just-in-time plant layout, based on self-sustained work stations, or work cells, including L-shaped and U-shaped work station configurations, multi-machine arrangements in each work station and flexible machine requirements and capabilities. Maximize the use of automated conveyor lines and material handling equipment. |
8. |
Reduce Operational Machine Setup Time.
Examine set-up activities and instructions related to equipment and tooling in the operational facility and develop a detailed plan for set-up time reduction. All time savings should be applied to level-loading of manufacturing operations to ensure a smooth and balanced operational value stream. |
9. |
Develop And Implement Just-In-Time Purchasing.
Develop and implement just-in-time purchasing based on smaller number of vendors. Ensure improved communication with selected vendors on a continuous basis. Selected vendors should be prepared to supply their products and services in smaller quantities on as needed basis, driven by customer demand. |
10. |
Develop And Implement Just-In-Time Quality Control.
Develop and implement just-in-time quality control in accordance with a zero defect policy in the operational facility. All operators should be cross-trained not only to operate various machines or equipment, but also to maintain steady quality control of products and services. |
11. |
Develop And Implement Just-In-Time Preventive Maintenance.
Develop and implement just-in-time preventive maintenance based on total productive maintenance (TPM). Machine or equipment operators should be actively involved in this process on a continuous basis. This process also entails corrective maintenance, preventive maintenance, breakdown maintenance and record-keeping and is discussed below. |
12. |
Ensure Strong Employee Participation And Team Work.
Identify the current level of employee participation and team work in various operational activities within the organization. Develop and implement a plan designed to maximize employee participation and teamwork to enable the company to provide the best possible value of products and services to customers on a continuous basis. |
|
Implementation Of Just-In-Time is discussed in details in Tutorial 1. |
|
|
19. ADVANTAGES OF JIT MANUFACTURING |
|
|
IMPORTANCE OF JIT MANUFACTURING |
As you can sense, JIT Manufacturing Methodology has a number of important advantages in comparison with the traditional manufacturing methodology used in the Western World so far. Some of these advantages are summarized below. |
ADVANTAGES OF JIT MANUFACTURING
IN COMPARISON WITH TRADITIONAL MANUFACTURING OPERATION |
Item Of Comparison |
Traditional Manufacturing Operation |
JIT Manufacturing
Operation |
Cost Of
Quality
Control |
Since all products must be inspected by the inspection department, this adds cost to the final product cost. |
Since operators do routine quality control in the work center, the ultimate cost of quality control is reduced. |
Quality Of
The Finished
Product |
There is always a percentage of rejects because faults are usually discovered only at the end of the manufacturing process. (feedback control) |
The percentage of rejects is very small because faults are discovered early in the manufacturing process. (feed-forward control). |
Preventive
Maintenance
Program |
Development of the preventive maintenance program has medium priority and ultimate negative effect on the overall productivity in the operations department. |
Development of the preventive maintenance program has very high priority and ultimate positive effect on the overall productivity in the operations department. |
Machine
Maintenance
Efficiency |
Each machine is maintained by the maintenance people who are not always available when the machine stops, thus increasing production costs. |
All minor maintenance is done by the operators, which helps to maximize the machine efficiency and speed up the manufacturing process. |
Level Of
Investment In
The Inventory |
Since the production is based on large batches, this requires substantial investment in raw materials. |
Since the production is based on small batches in each work center, this requires less investment in raw materials. |
Storage Space
Requirements |
More inventories of raw materials and finished goods require more storage space and it costs more. |
Less inventories of raw materials and finished goods require less storage space and it costs less. |
Push/Pull
Manufacturing
System |
The manufacturing process is based on a "push" system, where the "push" comes from management to increase production output and profits. |
The manufacturing process is based on a "pull" system where the "pull" comes from the customer who is placing purchase orders. |
Profit/Customer
Orientation |
The manufacturing process is geared toward meeting company's short-term profits, and then to satisfy customers. |
The manufacturing process is geared toward meeting and exceeding customers' satisfaction first and then to make a profit. |
Batch/Variety
Product Mix |
The manufacturing process is based on large batches/small variety product mix. |
The manufacturing process is based on small batches/ large variety product mix. |
Automation
Level |
The automation of the manufacturing operations and material handling has an average priority. |
The automation of the manufacturing operations and material handling has a very high priority. |
Availability
Of Tooling |
Tooling is generally not dedicated to specific work stations and, therefore, is not always available for various manufacturing operations. |
Tooling is generally dedicated to specific work stations and is, therefore, more available for various manufacturing operations. |
Raw Material
And Work-In-Process Traveling
Distance |
Raw materials and work-in-process travel excessive distances between work stations, thus adding non-productive cost to the final product cost. |
Raw materials and work-in-process travel minimal distances between work stations, thus minimizing the non-productive cost and reducing the final product cost. |
The Bottom Line |
Excessive costs of non-value added operations, average productivity, and product quality have a negative effect on the company's profitability. |
Minimal costs of non-value added operations, increased productivity, and high quality of products have a positive effect on the company's profitability. |
|
| |
EFFECTS OF JIT METHODOLOGY |
You and your management team can expect several effects as a result of JIT Methodology implementation in your company. These effects have been summarized by Richard J Schonberger in his remarkable book titled Japanese Manufacturing Techniques: Nine Hidden Lessons In Simplicity in 1982.
According to Richard J Schonberger, these effects illustrate real advantages of JIT methodology implementation. Finally, when various elements related to JIT manufacturing activities are implemented, it is imperative to stimulate a spirit of Cooperation and Teamwork between management and employees. (36) |
EFFECTS OF JIT METHODOLOGY |
1. |
Reduced inventory requirements and storage. |
2. |
Reduced cost of inventory holding, control, and storage. |
3. |
Reduced material waste. |
4. |
Reduced size of production lots. |
5. |
Reduced machine set-up times. |
6. |
Reduced number of non-value added operations. |
7. |
Reduced waste of labor-hours and machine-hours. |
8. |
Reduced quality control costs. |
9. |
Reduced scrap and product defects. |
10. |
Improved delivery time to customers. |
11. |
Improved productivity within the facility. |
12. |
mproved administration and control of operations. |
13. |
Improved company response to customers' needs. |
14. |
Improved profitability of the organization. |
|
| |
DOES JIT MANUFACTURING MEET YOUR NEEDS? |
Obviously, JIT Manufacturing can’t provide equally effective answers to all manufacturing companies. However, you and your management team should give JIT Methodology a very careful consideration and make your own determination as to which process will be most beneficial to your company's long-term success in the competitive business environment. |
|
|
20. FOR SERIOUS BUSINESS OWNERS ONLY |
|
|
ARE YOU SERIOUS ABOUT YOUR BUSINESS TODAY? |

Reprinted with permission. |
|
21. THE LATEST INFORMATION ONLINE |
|
|
| |
LESSON FOR TODAY:
Just-In-Time Methodology Was Developed Just In Time!
|
Go To The Next Open Check Point In This Promotion Program Online. |
| |
|


